Part of Lesjöfors

Pod względem sprężyn do bram firma Alcomex stosuje materiały jakości SH lub DH (wysokie obciążenie statyczne lub dynamiczne), zgodnie z normą EN10270-1, jednak wartości ustalone w normie EN10270-1 są dolnymi wartościami progowymi. Norma EN10270-1/2/3 klasyfikuje oznaczenia gatunków stali na trzy różne kategorie:
Grupa 1: gatunki stali, które są oznaczane na podstawie ich wykorzystania oraz właściwości mechanicznych lub fizycznych.
Grupa 2: gatunki stali, które są oznaczane na podstawie ich składu chemicznego.
Grupa 3: materiały odporne na korozję (RVS).

Pod względem sprężyn przemysłowych oferujemy poniższe jakości standardowych drutów w najpopularniejszych grubościach:
| Materiał | Składnik aktywny | Normalny zakres temperatur |
|---|---|---|
| Stal węglowa (C75, C85, C100) | 1.1200 / 1.1248 / 1.1269 / 1.1274 | [temp. od -40°C do +120°C] |
| Inox (301, 316, 17-7 PH) | 1.4310 / 1.4401 / 1.4568 | [temp. od -150°C do +250°C] |
| Inconel (X750, 718, 625, 600) | 2.4669 / 2.4668 / 2.4856 / 2.4816 | [temp. od -200°C do +550°C] |
| Hastelloy (C4, C276) | 2.4610 / 2.4819 | [temp. od -100°C do +500°C] |
| MP35N | Umieszczany w powierzchni | [temp. od -200°C do +320°C] |
| Brąz berylowy | 2.1247 | [temp. od -190°C do +160°C] |
| Brąz fosforowy | 2.1020 | [temp. od -190°C do +80°C] |
| Mosiądz | 2.0321 | [temp. od -190°C do +120°C] |
Podczas analizy zastosowań decyduje się, które zastosowanie sprężyny zostanie wykorzystane. Może się zdarzyć, że środowisko robocze sprężyny będzie tak korozyjne, że określone materiały po prostu się „rozpuszczą”.
Jako alternatywa dla stosowania drogiego materiału często druty/sprężyny są dopasowywane do konkretnego zastosowania poprzez obróbkę powierzchni. Najczęściej stosowane metody obróbki powierzchni to cynkowanie, fosforanowanie, niklowanie, chromowanie, malowanie proszkowe, cynowanie i srebrzenie. Wszystkie obróbki powierzchni zapewniają dodatkowe konkretne właściwości sprężynom, wydłużając ich żywotność bez negatywnego wpływu na właściwości mechaniczne.
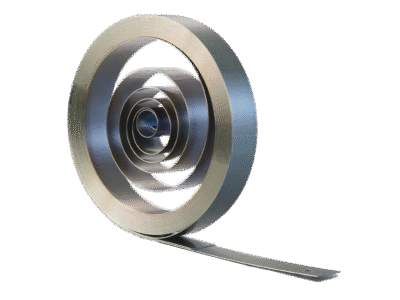
Maksymalna wytrzymałość zapewniana przez sprężynę spiralną jest głównie określana przez grubość (i powiązaną wytrzymałość na rozciąganie) drutu oraz średnicę uzwojeń. Rozmiar maksymalnego przesunięcia oraz powiązana stała wartość sprężynowa mogą zostać zmienione poprzez zwiększenie lub zmniejszenie liczby uzwojeń.
Stała sprężynowa: c=∆F/∆f=(G * d^4)/(8 * Dm^3* n)
Siła nacisku sprężyny: F=c*f=(G * d^4* f)/(8 * Dm^3* n)
Więcej informacji na temat wzorów (kliknij w strzałkę):
Stosowanie innego materiału w zastosowaniach uzależnionych od kosztów jest zwykle zbyt drogie, po części dlatego, że bardziej „egzotyczne” materiały są dostępne w ograniczony sposób w formie drutu lub taśm stalowych. Ponieważ korozja ma negatywny wpływ na grubość przewodu (i w związku z tym na funkcjonowanie), dobra znajomość danego zastosowania oraz różnych metod obróbki powierzchni jest wymagana w przypadku sprężyn wykonywanych na zamówienie.
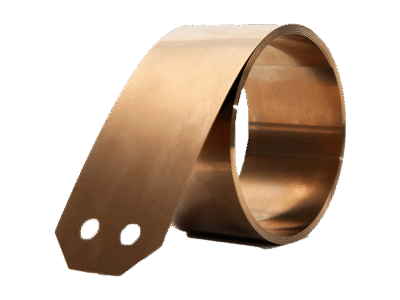
Stosowanie metod obróbki powierzchni nie jest pozbawione ryzyka i jeśli materiały nie zostaną wykonane prawidłowo, mogą stać się kruche. Zjawisko to nazywane jest kruchością wodorową i ma miejsce we wszystkich sytuacjach, w których wodór jest w stanie rozprzestrzenić się na powierzchni stali. Wpływ kruchości wodorowej na stal jest taki, że stal złamie się przy znacznie mniejszej odporności na rozciąganie niż zwykle, mimo że stal wykazuje ogromną trwałość podczas normalnych testów żywotności. Kruchość wodorowa może wystąpić, jeśli sprężyny są wystawione na działanie kwasów nieutleniających lub czyszczenie i powlekanie katodowe. Wrażliwe na to są sprężyny płytkowe / płaskie, które zostały utwardzone po odlaniu.
Ryzyko wystąpienia kruchości wodorowej jest obniżone, gdy zmniejszona zostanie odporność na rozciąganie oraz twardość. Ogólnie rzecz biorąc, twardość nie występuje w stali o wytrzymałości na rozciąganie na poziomie < 1000 N/mm² lub twardości na poziomie < 30 HV. Większość wodoru można usunąć dzięki dodatkowej obróbce termicznej (stałe ogrzewanie). Grubość materiału wyznacza temperaturę oraz czas trwania takiej obróbki cieplnej:
Grubość materiału < 3 mm 170°C-180°C, 5 godzin
Grubość materiału < 12 mm 190°C-210°C, 4 godziny
Stosowanie metod obróbki powierzchni rzadko kiedy nie wiąże się z ryzykiem. Firma Alcomex zawsze dokonuje takiej obróbki w porozumieniu z wyspecjalizowanymi partnerami, aby zagwarantować jak najwyższą jakość naszych produktów i rozwiązań sprężynowych.